-

上海鋆实机械科技有限公司
主营:弯圆机,弯弧机 - 17721434899

上海鋆实机械科技有限公司
主营:弯圆机,弯弧机 8
8
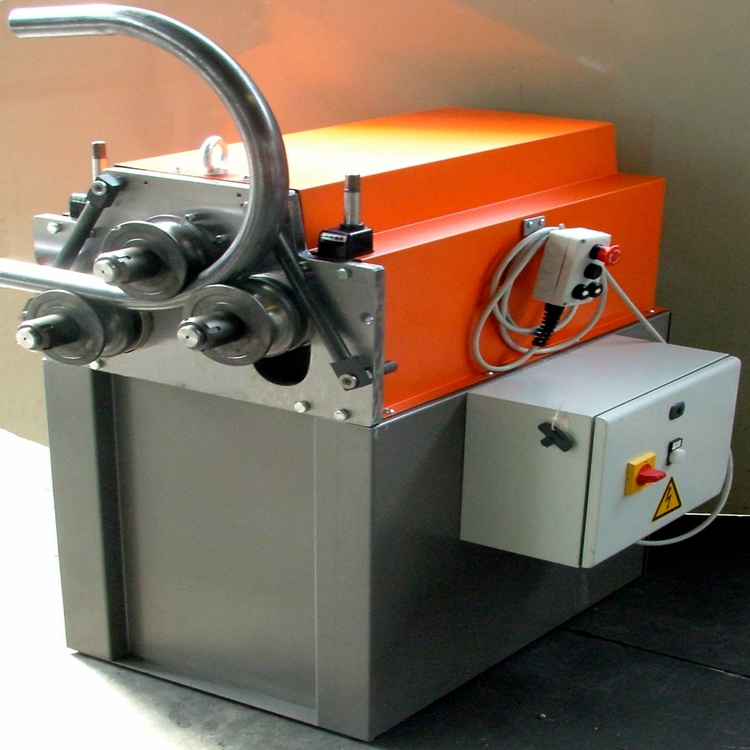
弯曲机械工程师为您解释弯曲过程: 如今,机械行业不断开发新技术和新工艺。 自动弯曲机是一种简单的科学弯曲方法。 弯曲机弯曲管道,与片材的弯曲相同。 在纯弯曲的情况下,当外径D和壁厚t的管在外力矩M的作用下弯曲时,中性层的外壁受到拉应力σ1,管壁很薄,中性层的内管壁受到拉伸应力σ1,管壁变厚。 此外,由于组合力F1和F2的作用,横截面的形状从圆形变为近似椭圆形。当变形量过大时,外管壁可能出现裂缝,内管壁可能出现褶皱。 管子的变形程度取决于相对弯曲半径R / D和相对厚度t / D值。 R / D和t / D值越小,变形程度越大。 为了确保管材成型的质量,必须将变形程度控制在允许的范围内。管材的弯曲成形极限不仅取决于材料的机械性能和弯曲方法,还取决于管件的使用要求。 管件的成型极限应包括以下内容: a。中性层外拉伸变形区的较大伸长变形量不**过材料的塑性允许值,引起开裂; b。在中性层内部的压缩变形区域,受到切向压应力的薄壁结构部分不会在不稳定之外起皱; c。如果管材接头具有椭圆度要求,则管材的截面被控制为扭曲; d。如果管材具有承受内部压力的强度要求,则控制壁厚减小的成形极限。